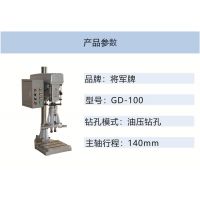
| 类型:攻丝机 | 品牌:将军牌 | 型号:GT1-203 |
| 自动化程度:自动 | 产品类型:全新 | 是否库存:是 |
| 售后服务:是 | 货号:64165 | 主电机功率:300kw |
| 主轴最大行程:100mm | 主轴转速范围:150rpm | 工作精度:0.2 |
| 主偏角:15度 | 滚制螺丝节距范围:150mm | 攻牙能力:强 |
| 动力类型:电动 | 控制形式:数控 | 布局形式:立式 |
| 是否跨境货源:否 |
自动攻丝机攻牙螺纹不正常时应该解决处理呢?
自动攻丝机改变了我们的生产模式,不再是一个人一台手动攻丝机,一个牙一个牙的手动攻丝了。但是不管在使用自动还是手动机都会有一些常见的问题,今天瑞德鑫小编就为大家整理了使用自动攻丝机攻牙螺纹不正常时应该解决处理呢?
首先螺纹中径过小的问题,如果有类似的情况出现要先确定丝锥中径是不是适宜的精度等级,如果丝锥磨损过大则要更换,同时还要适当加大丝锥前角和切削锥角,选用润滑性好的切削液。
其次出现螺纹中径过大的问题,出现这个问题也要确定丝锥中径是适宜的精度等级,还要选择适宜的切削液并适当降低切削速度;自动攻丝机攻螺纹时校正丝锥和螺纹底孔的同轴度,采用浮动夹头;适当减少前角与切削锥后角;清除刃磨丝锥产生的毛刺,并适当增加切削锥长度。
然后是出现丝锥折断的问题,丝锥折断正确地选择螺纹底孔的直径;刃磨刃倾角或选用螺旋槽丝锥;钻底孔的深度要达到规定的标准;适当降低切削速度,按标准选取;攻螺纹时校正丝锥与底孔,***其同轴度符合要求,并且选用浮动攻螺纹夹头;增大丝锥前角,缩短切削锥长度;***工件硬度符合要求,选用保险夹头,丝锥磨损应及时更换。
***出现丝锥崩齿的现象,丝锥崩齿适当减少丝锥前角;适当增加切削锥的长度;降低硬度并及时更换丝锥。丝锥磨损过快适当降低切削速度;减少丝锥前角,加长切削锥的长度;选用润滑性好的切削液;对被加工件进行适当的热处理;正确地刃磨丝锥。
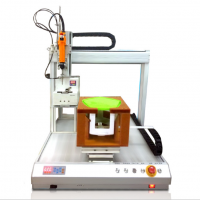
好用又不贵的自动攻丝机,我们推荐台湾鑫峰将军牌齿轮式攻丝机,精度高,寿命长,售后还有保障哦。
自动攻丝机 攻丝机螺纹不正常应该怎么处理 台湾鑫峰攻丝机 将军牌攻丝机 齿轮式攻丝机 自动攻丝机的攻牙油